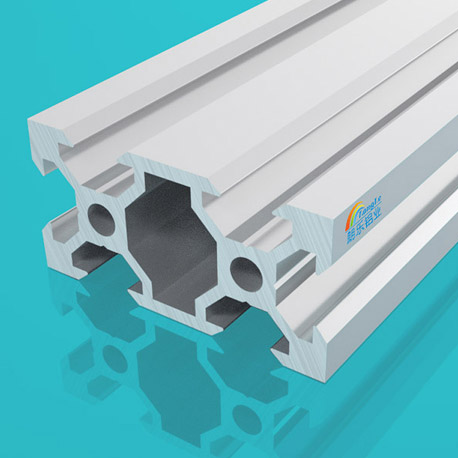
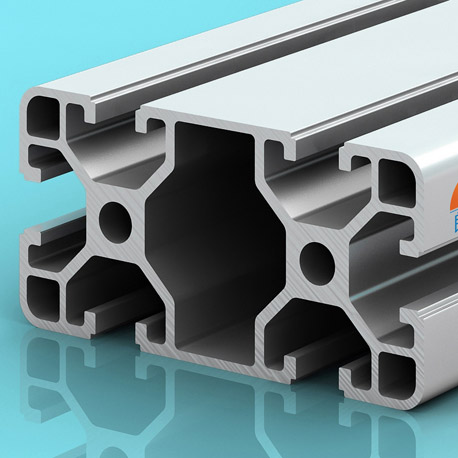
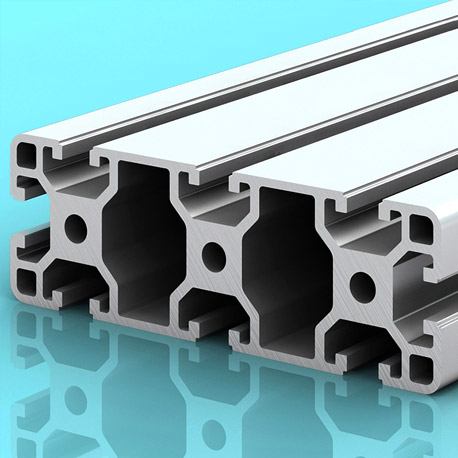
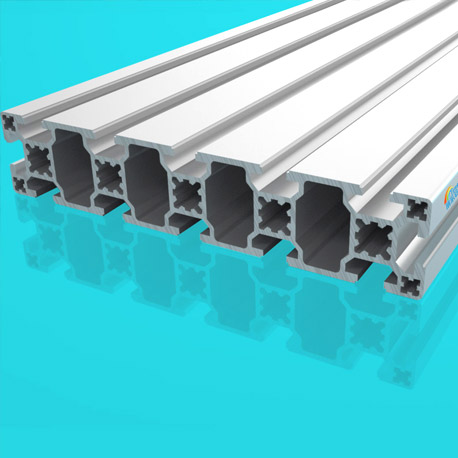
LE-5-1040鋁型材
2022-05-12
工作臺,圍欄,工業樓梯,自動化流水線定制生產廠家
服務熱線:
服務熱線:18973120086
湖南朗樂科技股份有限公司
電話:0731-85833986
地址:湖南長沙經濟技術開發區 東十二路132號

立即掃碼微信 了解最新資訊
朗樂鋁業官方網站 | 2022-04-20 08:34:26 | 閱讀2264
隨著鋁加工工業的蓬勃發展,鋁表面處理已成為鋁加工過程必不可少的重要生產環節。鋁制品經過表面處理之后,耐磨、耐蝕、耐光照、耐氣候等性能都有很大提高,更重要的是可以著上各種美麗鮮艷的色彩。由于其它構成裝飾的各種建筑物,曰用鋁制品,工藝美術品,裝飾品,家具用品等美觀大方,適應時代美感的要求,因而鋁材的應用價值大為得高。

為了裝飾和提高鋁材表面性能,在鋁材氧化膜上進行著色處理,常用的方法有電解著色法、化學著色法、自然著色法等。
在實際生產中由于人員、工藝、設備、操作等存在差異,每批的產品色差也會存在一定的差異,產生不同的質量缺陷,在特定的介質下,色澤的深淺是由金屬粒子沉積量來決定,而與氧化膜的厚度無關。鋁材電解著色色差的產生,與著色機理、氧化膜的厚度的均勻性及結構與電解著色速度有直接關系。
鋁材著色的缺陷大體上有以下幾種情況:色淺、色差、染不上色、白點、露白、染色發花、逃色等。如何解決這一問題,確保每批產品的色差保持一致,并在雙方確認的偏差范圍內,以滿足消費者的要求。這就要求生產企業,在對型材進行電解著色表面處理時,加以研究和防范。
在陽極氧化生產工藝中常見的質量缺陷和處理方法
一、要著色均勻穩定并把色差控制在一定的范圍內,減少著色缺陷的產生,在實際的生產過程中,首先在加強陽極氧化工藝操作的控制,在操作時注意以下幾方面的要求。地址:湖南?沙經濟技術開發區東??路132號
?機:18973120086
地址:武漢市蔡甸區常福?業園九康?道84號1號?房
?機:18162342107
地址:武進國家高新技術產業開發區鳳翔路23號7號廠房
?機:18951202766
地址:江西省南昌市安義縣工業園區
?機:18973120086
地址:重慶江津區德感坤煌工業園91棟
?機: 18983960739

立即掃碼咨詢